So, last night we left off with tossing a few blades into the kiln to be cooked. The new recipe worked great. Early this morning, I threw five more through the process. All of them came out as straight as they went in. I'm relieved! I'm definitely on the right track here. My paring knives were about 50/50 before. That's just not very good at all. On to the pictures...
 |
| One thing I wanted to do was fix this wheel. There is no spacer between the bearings, which meant that I couldn't torque up the axle bolt as much as I'd like. I decided to take care of that while the kiln was running. |
 |
| Removed one bearing and got a measurement for the height of the spacer. In this case, it's OK to make it slightly long, but too short means that it isn't actually doing anything. I shot for a few thou over the nominal measurement. |
 |
| Ready to reassemble and mount back onto the tooling arm. Notes on the process follow... |
 |
| I still haven't finished my lathe. Mostly because I'm lazy. This needs to be done on the mill. NOT the way one would normally make this part, but that's life. As we said in the Army, "adapt and overcome." |
 |
| To drill the hole, I put the spacer into my toolmaker's vise. My hold down clamps use two leveling screws each. Previously I had stainless socket heads. That's actually not a good idea, as they will score the mill bed. I switched them out to brass tipped set screws. |
 |
| All clamped up. |
 |
| The leveling screws lift the back of the clamp so that the clamp can provide the required holding force to hold the vise down. The actual block doesn't touch the bed. |
 |
| Using the coaxial indicator to find the center of the spacer. |
 |
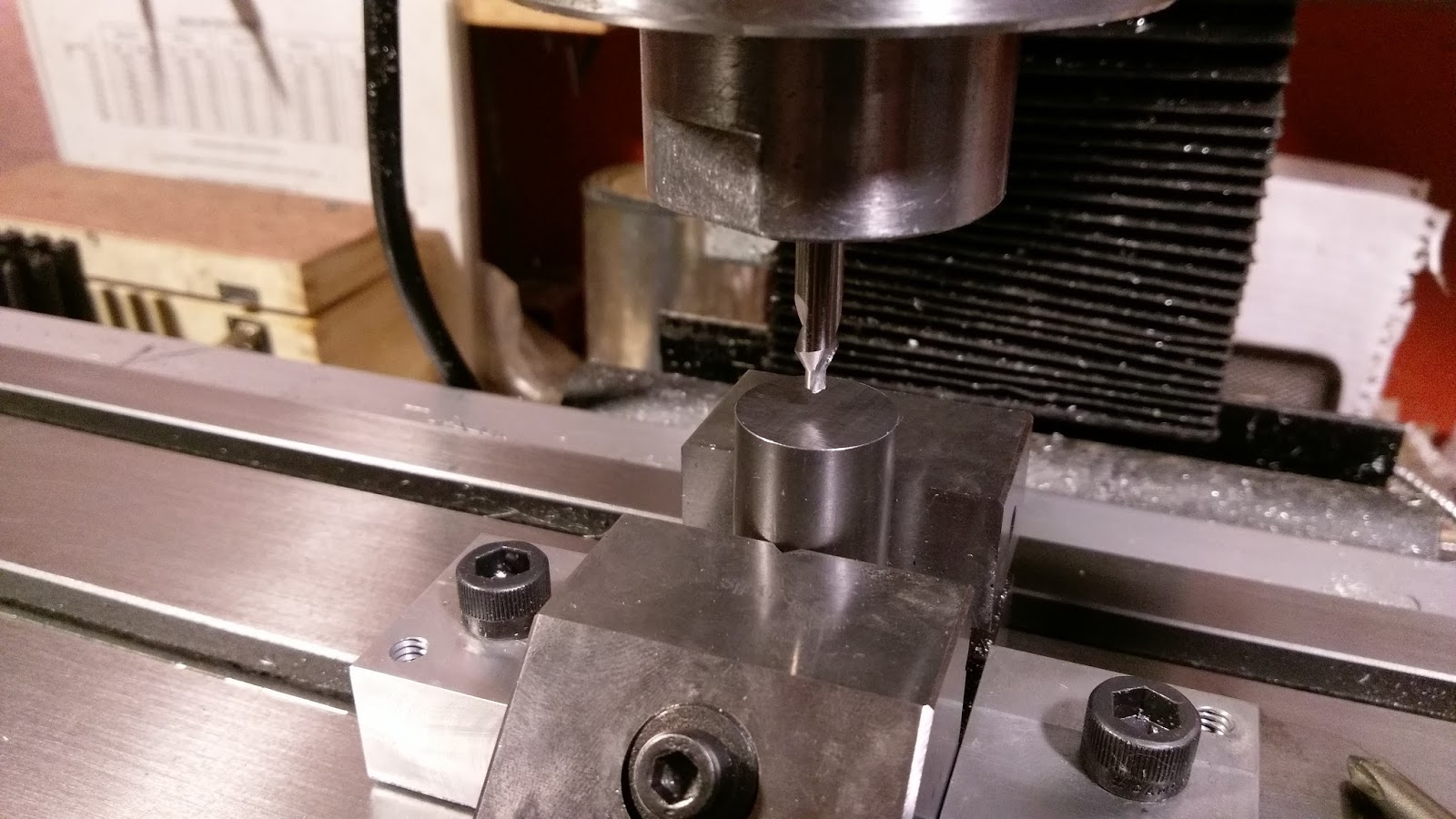
| Always start with a center drill. |
 |
| There's a part under there somewhere. You have to work your way up to the 1/2" drill, it's not practical to just power through. |
 |
| As I finished up the spacer, blades were ready to come out. |
 |
| I allowed three blades to cool in air, like normal. The two paring knives were quenched between the large aluminum blocks. It's amazing that there's enough heat energy in those two small knives to heat those blocks up within half a minute or so. They get nice and warm, which is sort of welcome this time of year when the basement gets a little chilly. The idea is that they cool the blades a bit faster than air, and can help to keep them straight too. |
 |
| All of these were heat treated last night and this morning. All came out straight and like I said above, the change to my process seems to be what I needed. Nine blades that need to be finish ground and have their handles put on. I should have a fun week! |












No comments:
Post a Comment